通过认证
通过认证
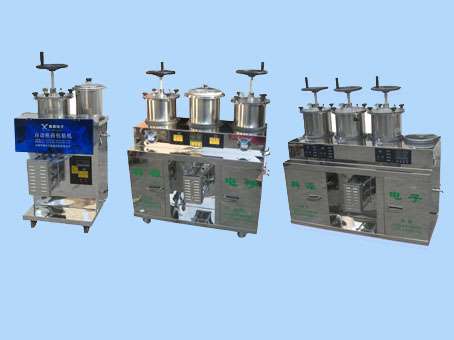
“全自动平板式包装机(药片、胶囊、五金件)”参数说明
| 是否有现货: | 是 | 认证: | - |
| 品牌: | 雷粤 | 包装材料: | 铝塑 |
| 包装类型: | 板 | 自动化程度: | 全自动 |
| 售后服务: | 保修一年 | 包装速度: | 10-35分钟/次 |
| 功率: | 1.5kw | 型号: | Lsp-140 |
| 规格: | 2300*560*1410(mm) | 商标: | 雷粤 |
| 包装: | 木箱 | 产量: | 500 |
“全自动平板式包装机(药片、胶囊、五金件)”详细介绍
复制如下链接可以进入优酷观看《平板式自动包装机操作视频》:http://v.youku.com/v_show/id_XMTMzMjE1OTc2MA==.html概述我公司创办以来,专业生产LSP型自动铝塑包装机系列,参照国外先进技术改进完善,完全可替代进口设备。实行铝塑复合密封包装,具有延长保持期,美化商品之优点,并可降低包装成本。由于该机占地少、投资低、多功能使用、效率高、无污染、低噪音是一种实施净化车间和医院试剂室理想的包装设备。产品使用范围与特点1、采用国内最新型的大功率传动机构,由排链带动传动轴,免除了其它齿轮传动的误差噪音。2、电器采用进口控制系统,便可按照客户要求,配置缺料漏补和缺粒检测剔除装置(欧姆龙传感器)。采用进口变频调速器。3、整机采用分段组合:PVC成形、加料、热封为一段,热带铝冷成形、热封、冲裁为一段可进行分体包装。4、采用光电控制系统,PVC、PTP、热带铝包装自动送料、废边自动收料装置,确保超长距离多工位同步稳定性。5、可另配光电检测校正装置,配进口步进电机牵引,图文对版印刷包装,优化包装物档次。6、本机适用:胶囊、素片、糖衣、胶丸、针剂、异形等以及医疗器、轻化食品、电子元泡罩密封包装。平板式自动泡罩包装机技术参数型号:LSP-140/140A冲裁次数:10-35次/分生产能力:4200版/时最大成型面积及深度:140*110*26(mm)标准形成范围:20-110毫米(可按要求设计)标准版块:80*57毫米(可按要求设计)空气压力:0.6-0.8兆帕电源总功率:380V/220V3.2Kw主电机功率:1.5KwPVC硬片:0.15-0.5*140(mm)PTP铝箔:0.02-0.035*140(mm)透析纸:50-100g*140(mm)模具冷却:自来水或循环水外型尺寸:2300*560*1410(mm)重量:900千克(Kg)噪声指标:<75dBA平板式自动泡罩包装机工作流程1、成型(上下加热)2、热封(上加热)3、打码4、压痕(可微量加热)5、切刀6、成型输出成品平板式自动泡罩包装机操作规程1、目的:确保平板式泡罩包装机的操作达到规范化、标准化,保证包装质量,延长机器的使用寿命。2.范围:适用于平板式泡罩包装机的操作。3.职责:平板式泡罩包装机的操作人员对本标准的实施负责,设备技术人员负责监督。平板式自动泡罩包装机操作前工序1、按安全用电规定,接通照明电源,向电机试送电时,打开电源,点动主机,是否正常运转。2、通水:按机身座标牌显字,冷却水进,出龙头是否漏滴现象,通水以进,出水流畅为准。3、气泵:将空气机输气管接入气道龙头,同时开空压机,气压达0.6~0.8MPA以上时才可使用。4、油:加油加入箱体内和变速箱内,注:加油为箱体中2/3油量。5、VC塑料上承料轴,调正里外圆锥螺母,把模运转到下点,PVC塑料而过,后面的起引座打开压住,注意PVC塑料在机板面以轨道为准,两边同样均匀。平板式自动泡罩包装机操作程序1、开电绿指示灯亮,成形上下与热封二只加热开关分别开启运作位置。温控仪控制成形温度,一般分别预置100ºC,第二只温控仪控热封,温度预置130ºC~140ºC。上下成型与热封温控仪预置温度;具体酌情而定。2、放下起引料辊上压块,成型加热板温度到位,再开主机,塑料PVC先成型,成型泡眼与热封模具孔位符合,注意热封模座汽缸放下热封模压住铝箔,铝箔会带动到冲截。观察塑料(指机板面已成新PVC)行走是否左右偏移。如果有偏向应调整起引压辊座调动引方向。3、如果铝箔左右偏动,可调转节辊座手轮调正。如果前后偏差可调箱体移动。4、热封冲载正常后适度打开加料器开关与闸板,使药品(片剂胶囊、粮衣)适量进入加料室,如有小量缸料可人工补填,如有药物被带进热封模具时,会严重影响同步,应此在铝箔封合时粘模具上,要停机处理。5、由于增加药品重量,铝箔拉力及机器温度逐步变化程度不等,可能产生成型和热封不同步现象,超前或滞后,先检查塑料PVC和铝箔有否阴隔,然后可用机上微调机构调整。微调机构在模具向后,因其调整距离或箱体前后调整。见图(2)所以在开机前应放在中位位置,才可向前后移动,也可用前箱体移动调节,正确移动后,版块要等走完十几版后才正确,所以在未走完时,不要乱调来调去。6、塑料、铝箔的热封质量(粘合均匀牢固平正)由温度或压力,网纹板平正度来证见,如果出现热封不良,一般宜温度,压力稍低,调节器正温度,最后调整螺册压力。7、冲裁偏位,裁下用版式偏移,见图(3)。停机将手调箱体移动,已可以调模移位。8、在日常操作知识、对于操作工作必须懂知该机结构原理,由凸轮传动顶杆座的滚轮,上下行程,上盖模板位置固定死,出现泡罩不良状态,注意下成形模或热封到上止点,固定紧立柱螺母,不注意的话容易出故障,顶杆压的