通过认证
通过认证
“电瓶翻新流程,电瓶如何翻新”参数说明
| 原理: | 微粒数字程控蓄电池修复技术 | 类型: | 液晶语音电瓶修复设备 |
| 型号: | GD-615 | 规格: | 标准 |
| 商标: | 科帝 | 包装: | 纸箱 |
| 产量: | 6000 |
“电瓶翻新流程,电瓶如何翻新”详细介绍
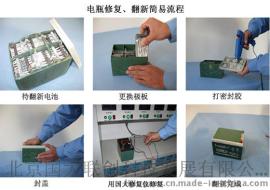
电瓶翻新设备,电瓶如何翻新,电瓶翻新流程及技术:蓄电池翻新更换极板技术一、免维护10AH-28AH蓄电池1、更换方法:首先用电钻钻去电池正负极柱树脂胶。底部接线柱和端子用烙铁熔开,拿出接线柱。2、用钢锯沿着电池上盖和下壳之间的缝隙锯开。(注意不要损伤到电池内部极板)3、剪断电池内部连接过桥,抽出内部极板。4、把旧的极板装入新的蓄电池壳,按照拆卸顺序装入电池极板,然后焊接。5、配胶——注胶——封盖——固化——上“O”型圈——焊端子——注底胶——固化——注色胶——固化,按照顺序进行。5.1、所需工具:工作台、天平或电子秤:量程2kg(精度±1g)、配注胶器具、搅棒5.2、主要原辅材料电池盖、环氧树脂A、B组份胶(A即为2314树脂B为固化剂)、色胶(即为NDR色胶和固化剂)、铜端子、O型圈。5.3注胶、固化工艺参数5.4封大盖、打底胶、色胶的配制比例、环氧树脂胶A成份、B成份A:B=2:1的比例配制。5.5配好的胶使用时间≤10min。5.6注胶后的电池固化时间:气温大于25℃以上,固化时间≥12h,25℃以下15℃以上≥16~20h,15℃以下≥24h(用烘箱的电池另行规定)。5.7先取A胶、再取B胶,A、B成份按2:1比例准确称量,一次配量不超过500g,并用专用搅棒顺时针方向搅匀,搅拌时间为2~3分钟(视具体情况而定),树脂无气泡后即可正式注胶。5.8将电池盖反面平放在工作台面的垫板上,先注5个跨桥槽,后注盖的四周。注胶量以低于注胶槽口1mm为佳。防止注胶过量或过少造成胶水溢流及电池漏液情况发生。5.9注胶时,严禁使用超时间、发热胶水。5.91将电池倒扣在电池盖上,压紧,使之密合无缝隙。5.92封盖时,谨防防护片松掉或将塑料薄膜封入其中,若有应及时反修,如发现有胶水外溢,应及时用干净布条擦干净。5.93封胶时,要轻拿轻放,不准将电池表面刮花。5.94封胶时,谨防不同厂家配套的电池盖、端子等混用。5.95封胶后的电池严禁移动,待其自然固化或烘干。5.96把固化后的电池翻转过来,检查有无溢胶现象,如有要用专用工具清除干净,依次把电池排放整齐(端子对端子)。5.97装“O”型圈:把“O”型圈均匀的沾上树脂胶,用镊钳把“O”圈按放在正负端极柱上,再用专用工具将“O”型圈安放到位,压紧压好。5.98焊铜端子a、将铜端子按工艺要求位置方向摆正,用电烙铁将极柱,焊锡丝,铜端子三者焊接牢固。b、焊接时应仔细,防止焊锡滴在铜端子表面,谨防烧伤电池盖及铜端子镀层。C.焊接时应仔细,防止把端子焊歪或焊坏塑壳5.99打底胶:将焊好铜端子的电池,用树脂胶分别注于正负极端子方槽中,注胶量以低于电池盖2mm为宜,待其自然固化或进入烘箱快速烘干。5.991注端子色胶,把固化后的电池正极端注红色胶,负极端注黑色胶或兰色胶,注胶量与电池盖平齐或略低为佳。5.992端子色胶必须注光滑、平整,注完胶后检查是否有气泡,若有,及时用钢针挑破。5.993注完色胶后的电池应注意防尘,防水污染,以防影响外观质量。5.994全面完成注胶并固化合格的电池,应根据班组分别在电池盖上面盖上标识。经检验合格后方可转入下道工序。5.995胶水配制计量应准确,所用的电子称应定期校正。5.996配好的胶水必须在10分钟内及时用完,禁止使用发热胶水。5.997配胶搅拌工具,容器应专用,防止混用,发生串色事故。5.998胶封后的电池不允许存在串格漏液事故。5.999色胶注胶应平整、光滑。5.9991铜端子安放到位,焊接牢固,平整,不准歪斜.端子表面光滑、无挂锡和烧伤镀层现象,无虚焊、假焊现象。5.9992色胶使用之前一定要搅拌均匀,再进行配比。6.固化完成后开始充电修复。待续……北京国大联创科技发展有限公司